Bakır borular
Bakır borular
Bakır borular haddelenir ve aktif parçalara ve bazen bobinin soğutma parçalarına üretilir. Bu nedenle, özelliklerinin önemi inkar edilemez. Bakır borular hakkında dikkate alınması gereken birkaç nokta vardır:
Tüp malzemesi
Bobinin aktif kısmının tüplerindeki bakır, mümkün olan en fazla fosfor, oksijen ve demir safsızlığı ile en az %99,90 saflıkta ve 58 MΩ/m iletkenlikte olmalıdır. Bu elemanın varlığı iletkenliği önemli ölçüde düşürür ve bobinin aşırı ısınmasına ve patlamasına neden olabilir. Bobinin aktif kısmının kimyasal bileşiminin yanı sıra, bükme ve şekillendirme işleminden sonra özel vakum koşullarında ısıl işlemlerle tavlanmalıdır. Aksi takdirde, haddeleme ve üretim süreci veya mekanik gerilimler sırasında yüzeyde küçük çatlaklar oluşabilir ve bu çatlaklar azar azar genişleyerek büyük sızıntılara ve bazen çürümeye neden olabilir. Dolayısıyla Araz Trans A. Ş. bobinin aktif parçaları için ETP-ASTM C11000 sınıfı saflaştırılmış bakır ve özel olarak C-ASTM C10100 siparişleri için geçerlidir.

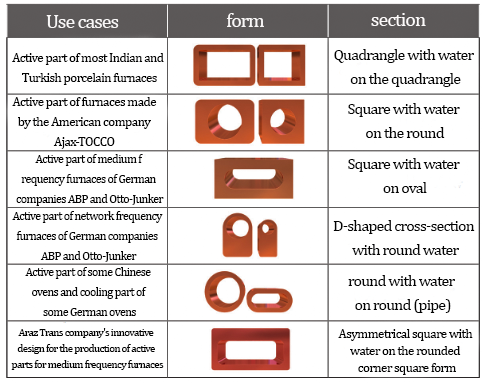
Tüp şekilleri
Bobin yapımında kullanılan boruların kalite faktörlerinin miktarı, boruların şekli ve kesiti, aktif parçanın çalışması ve kullanım ömrü üzerinde en fazla etkiye sahiptir. İletkenin kesitinin akım için yeterli olmasının yanı sıra, çoğunlukla ihmal edilen nokta tüpün şeklidir. Şekil, yakınlık etkisine (tamamen frekansla ilgili) nüfuz derinliği ve içeriden uygun soğutma ve su akışı dikkate alınarak akımı idare edecek şekilde olmalıdır. İç dikdörtgen kanallı (90 degrres köşeli) borular, özellikle düşük kaliteli su ile köşelerde tıkanıklık ve sızma ve dolayısıyla daha fazla erozyonla karşı karşıya kalacaktır. Bundan böyle kavisli kesitli borular bu amaç için daha iyidir.
İletken ikilisindeki yakınlık etkisine penetrasyon derinliği hakkında, iletkenin akımının neden olduğu bir manyetik alanın, eriyik karşıt bobinin akımının dış tarafında girdap akımlarını indükleyeceği söylenebilir. Bobin ve eriyik arasındaki yakınlık etkisine göre, her iki parçadaki akım her iki yüzeye de yakın akma eğiliminde olacaktır.

Yukarıda belirtilen konular göz önüne alındığında, normalde bobin iletkeninin iç yüzeyindeki (eriyiğe bakan) akım yoğunluğu diğer taraflardan daha yüksek olacaktır. Daha sonra, bu tarafta daha fazla kalınlık, bobinin daha fazla verimliliğine yol açacaktır. Literatüre göre, bakır borunun iç tarafının yakınlık etkisinden kaynaklanan penetrasyon derinliğinin en az iki katı kalınlığa sahip olduğu öne sürülmüştür.

İlişkiler ve aşağıdaki tablo, yakınlık fenomeni nedeniyle iletken içindeki akım penetrasyonunun derinliğini ve ayrıca erime tarafındaki bakır kesitinin kalınlığı için minimum optimal değeri göstermektedir.
İlişkilerin sonuçları, yakınlık olgusunun iletkenlerdeki etkisinin, içinden geçen elektrik akımının frekansı ile ters bir ilişkiye sahip olduğunu göstermektedir. Bobinin elektrik akımının frekansı ne kadar düşükse, bakır profilin kenarının eritilmesi için o kadar fazla kalınlık gerekir.
Bazı Avrupalı üreticilerin şebeke frekans fırınlarının bobinlerinde D şeklindeki kesit profillerinin kullanılmasının nedeni aynıdır.
| f (Hz) | δ (mm) | a (mm) |
| 50 | 9.33 | 18.66 |
| 250 | 4.67 | 9.34 |
| 500 | 2.95 | 5.90 |
| 700 | 2.50 | 5.00 |
| 1000 | 2.09 | 4.18 |

Endüksiyon fırınlarının bobinlerinde kullanılacak bakır boruların kalitesi ve durumları ile ilgili hususlar göz önüne alındığında, aşağıdaki tablo Araz Trans Co. ' nun değerlendirmesini özetlemektedir. Tüm bakır borular tarafımızdan temin edilebilir.